
Početna stranica > Proizvodi > Hidraulički tisak za složene materijale

Brand: Shandong Woda Heavy Machinery
Model: YQ32 serija
Podrijetlo: Tengzhou, Shandong, Kina
Uvod: Uobičajeno koristeno opremno za proizvodnju cijevnih poklopa od rezina je hidraulički tisak za kompresijsko formiranje cijevnih poklopa od rezina. Kompresijsko formiranje cijevnih poklopa od rezina sastoji se u dodavanju određene količine masovnog formiranog spoja (BMC/DMC) u pretopljeni štamp, te ga zatim zakretati i topliti pod tlakom kako bi se otopio. Specifičan tehnološki proces obuhvaća dodavanje materijala (masovni formirani spoj se dodaje u pretopljeni čelikov štap), zatvaranje štampa, ispunjavanje štampa (masovni formirani spoj teče pod tlakom i ispuni cjelinu štampa), polimerizaciju (držanje na postavljenom tlaku i temperaturi određeno vrijeme i potpuna polimerizacija), te otvaranje štampa i izvlačenje proizvoda cijevnog poklopa od rezina.
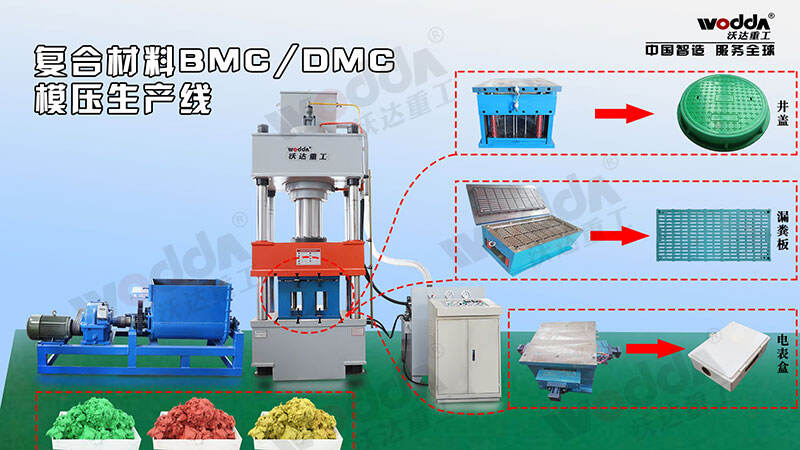


Složeni poklopci za čvorove, također poznati kao rezinasti poklopci za čvorove, izrađeni su od nesatuirane poliester rezine i drugih materijala (BMC ili DMC za kratko, tj. bulk molding compound). Oni su vodootporni, oljeootporni i toplinootporni, imaju dobra električna svojstva, visoku otpornost na udar, i vrlo su popularni na tržištu.

Uobičajeno opremu za proizvodnju rezinastih poklopaca za čvorove je hidraulički tisak za kompresijsko oblikovanje rezinastih poklopaca za čvorove . Tlačno oblikovanje cijevnog poklopca od rezina izvodi se dodavanjem određene količine masne oblikovne tropske smjesice (BMC/DMC) u pretopljeni štamp, a zatim se zakrpeva nakon pritiska i topljenja. Specifičan tehnološki proces je dodavanje materijala (dodavanje masne oblikovne smjesice u pretopljeni čelikov štamp), zatvaranje štampe, ispunjavanje štampe (masna oblikovna smjesica teče pod tlakom i ispuni cjelinu štampa), zakrpavanje (zadržavanje na postavljenom tlaku i temperaturi određeno vrijeme i potpuno zakrpavanje), te otvaranje štampe kako bi se uzela proizvod cijevnog poklopca od rezina.
Uslovi tlačnog oblikovanja cijevnog poklopca od rezina BMC (DMC) su sljedeći:
⑴ Tlak oblikovanja: 3,5~7MPa za obične proizvode, 14MPa za proizvode s visokim zahtjevima za površinom;
(2) Temperatura oblikovanja: temperatura štampe je 140 ± 5°C, a fiksna temperatura štampe može se prilagoditi smanjenjem za 5~15°C za izvlačenje iz štampe;
⑶Brzina zatvaranja štampe: zatvaranje štampe mora biti završeno unutar 35 sekundi;
Vrijeme očuvanja: Vrijeme očuvanja za proizvode s debljinom zida od 3mm je oko 3 minute, vrijeme očuvanja za proizvode s debljinom zida od 6mm je 5-8 minuta, a vrijeme očuvanja za proizvode s debljinom zida od 12mm je 10-15 minuta.


Hidraulički tlači za oblikovanje pokroviteljnih križa od BMC smole su dostupni u četiri tlaka: 315 tona, 500 tona, 630 tona i 1000 tona. Podijeljeni su na dva tipa: jedan štoper za jedan komad i jedan štoper za više komada. Štoper se električno greje. Električni skrin je opremljen prikazom temperature štopera i može se prilagoditi. Proces oblikovanja pokroviteljnih križa od smole koji je prikazan na gornjoj slici bio je klijentsko testiranje strojeva, testiranje i inspekcija štopera u Saudio Arabiji, izvršeno pomoću hidrauličkog tlača od 630 tona s tri nosača i četiri stupca.


Autorska prava © Shandong Woda Heavy Machinery Co., Ltd. Sva prava pridržana. - Politika privatnosti - Blog
 EN
EN AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID LV
LV LT
LT SR
SR UK
UK VI
VI SQ
SQ TH
TH TR
TR MS
MS MK
MK HY
HY AZ
AZ KA
KA MN
MN KK
KK UZ
UZ KY
KY



