

ブランド: 山東沃達重工業
モデル: YQ32シリーズ
起源: 中国 山東省滕州市
導入: 一般的に使用される樹脂製マンホール蓋の生産設備は、樹脂製マンホール蓋圧縮成形用油圧プレスです。樹脂製マンホール蓋の圧縮成形とは、一定量のバルクモールディングコンパウンド(BMC/DMC)を予熱された金型に投入し、加圧と加熱によって固化させるものです。具体的なプロセスフローは、材料の投入(予熱された鋼製金型にバルクモールディングコンパウンドを投入)、金型の閉鎖、充填(圧力下でバルクモールディングコンパウンドが流れ、型腔全体を満たす)、硬化(設定された圧力と温度を一定時間維持し、完全に硬化させる)、そして金型を開けて樹脂製マンホール蓋製品を取り出すことです。
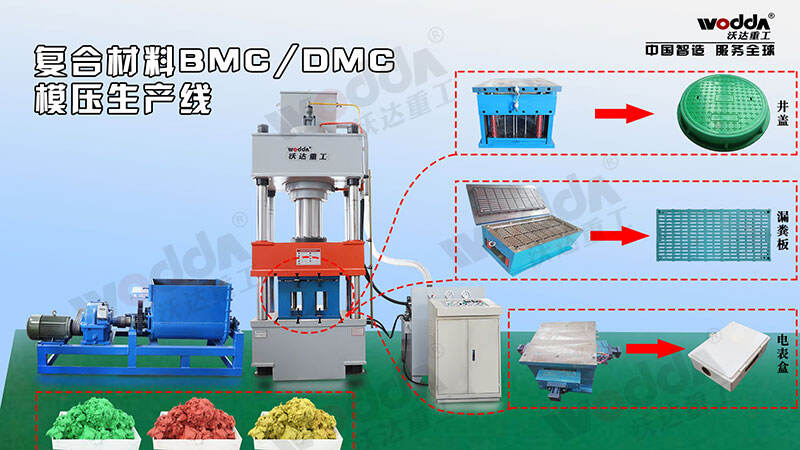


複合マンホール蓋、いわゆる樹脂マンホール蓋は、不飽和ポリエステル樹脂およびその他の材料(BMCまたはDMCの略、すなわちバルクモールディングコンパウンド)で作られています。防水、油に強く、耐熱性があり、優れた絶縁性能と高い衝撃強度を持ち、市場で非常に人気があります。

一般的に使用される樹脂マンホール蓋の生産設備は 樹脂マンホール蓋圧縮成形油圧プレスです 樹脂製マンホール蓋の圧縮成形は、一定量のバルクモールディングコンパウンド(BMC/DMC)を予熱された金型に加え、加圧と加熱により固化させるものです。具体的なプロセスフローは、材料投入(予熱された鋼金型にバルクモールディングコンパウンドを入れる)、金型閉鎖、充填(圧力下でバルクモールディングコンパウンドが流れ、型腔全体を満たす)、硬化(設定された圧力と温度を一定時間維持し、完全に硬化させる)、そして金型を開けて樹脂製マンホール蓋製品を取り出すことです。
BMC (DMC)樹脂製マンホール蓋の圧縮成形条件は以下の通りです:
⑴ 成形圧力:普通の製品は3.5~7MPa、高品質表面仕上げの製品は14MPa;
(2) 成形温度:金型温度は140±5°C、脱型のために固定金型温度を5~15°C下げることができます;
⑶ 金型閉鎖速度:金型閉鎖は35秒以内に完了する必要があります;
⑷ 固化時間: 壁厚3mm以下の製品の固化時間は約3分、壁厚6mmの製品は5〜8分、壁厚12mmの製品は10〜15分です。


BMC樹脂製マンホール蓋成形用油圧プレスは、通常315トン、500トン、630トン、1000トンの4つの圧力タイプがあります。これらは、1型で1個と1型で複数個の2種類に分けられます。金型は電気加熱式で、電気制御盤には金型温度表示機能が付いており調整可能です。上の画像に示されている樹脂製マンホール蓋の成形プロセスは、お客様がサウジアラビアで行った現地試験機、金型試験および検査のものです。これは630トンの三梁四柱油圧プレスを使用して完了しました。

著作権 © 山東沃達重工機械有限公司 すべての権利を留保します。 - プライバシーポリシー - ブログ
 EN
EN AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID LV
LV LT
LT SR
SR UK
UK VI
VI SQ
SQ TH
TH TR
TR MS
MS MK
MK HY
HY AZ
AZ KA
KA MN
MN KK
KK UZ
UZ KY
KY




