
მთავარი გვერდი > პროდუქცია > კომპოზიტური მასალის ჰიდრაულიკური წვევი

ბრენდი: Shandong Woda Heavy Machinery
მოდელი: YQ32 სერია
მწარმოებლობა: Tengzhou, Shandong, China
ინტროდუქცია: სახლის წყვილში გამოყენებული რეზინის მანჰოლდის დამზადების მანქანა არის რეზინის მანჰოლდის კომპრესიული ფორმირების ჟიდრაულიური პრესი. რეზინის მანჰოლდის კომპრესიული ფორმირება არის რაოდენობითი მოდელირების საშუალებით (BMC/DMC), რომელიც დაემატება წინადადებით გათბობილ ფორმაში, და შემდეგ დაჭერის და გათბობის შემდეგ დამყარდება. კონკრეტული პროცესი შედგება მასალის დამატებით (რაოდენობითი მოდელირების დამატება წინადადებით გათბობილ სტალინის ფორმაში), ფორმის დახურვით, ფორმის შევსებით (რაოდენობითი მოდელირება გარდავსება დაჭერის ქვეშ და შევსებს მთლიან კავერი), კურირებით (მის მართვა განსაზღვრულ დაჭერის და ტემპერატურის განმავლობაში განსაკუთრებული პერიოდით და სრული კურირებით), და ფორმის გახსნით რეზინის მანჰოლდის პროდუქტის გამოღებით.
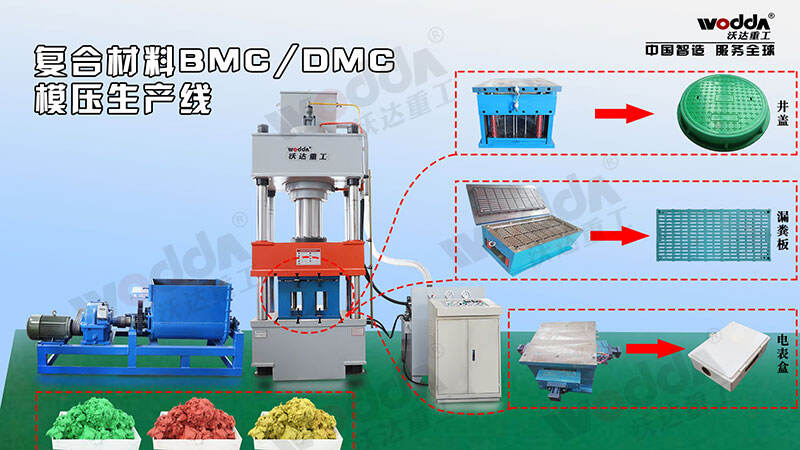


კომპოზიტური მაგალითები, რომლებსაც ცნობილია როგორც რეზინის მაგალითები, შემდგომიანია უამაღლებელი პოლიესტერის რეზინისა და სხვა მასალების (BMC ან DMC-ს მოკლე, ანუ bulk molding compound) გამო. ისინი არიან წყალისგან და ზეთისგან დაცული, ჭამურია სითხელისა და ელექტრო თვისებების მიხედვით მარტივია, მას აქვს დიდი შოკის ძალა და ძალიან პოპულარია ბაზარზე.

სახით გამოიყენება რეზინის მაგალითის შემწარმოების მანქანები რეზინის მაგალითის კომპრესიული ფორმირების ჰიდრაულიკური წნევი . რეზინის მაგალითის კომპრესიული ფორმირება არის გადაცემა განსაზღვრული რაოდენობის მაგალითის ბლოკის საშუალებით (BMC/DMC) წინადადებით გათბობულ ფორმაში, და მისი გამოყალიბება წნევისა და გათბობის შემდეგ. კონკრეტული პროცესი შედგება: მასალის დამატება (მაგალითის ბლოკის დამატება წინადადებით გათბობულ მასალის ფორმაში), ფორმის დახურვა, ფორმის შევსება (მაგალითის ბლოკი წნევის ქვეშ გარდავსება და ფორმის სრული შევსება), გამოყალიბება (მისი მართვა განსაზღვრულ წნევით და ტემპერატურით გარკვეული პერიოდის განმავლობაში და სრული გამოყალიბება), და ფორმის გახსნა რეზინის მაგალითის პროდუქტის გამოღებისთვის.
BMC (DMC) რეზინის მაგალითის კომპრესიული ფორმირების პროცესის პირობები არის შემდეგნაირი:
⑴ ფორმირების წნევა: 3.5~7MPa ჩვეულებრივი პროდუქტისთვის, 14MPa ზედაპირო მოთხოვნების მაღალი პროდუქტისთვის;
(2) ფორმირების ტემპერატურა: ფორმის ტემპერატურა 140 ± 5°C-აა, და ფიქსირებული ფორმის ტემპერატურა შეიძლება ჩაიკერიოს 5~15°C-ით გამოფორმებისთვის;
⑶ფორმის დახურვის სიჩქარე: ფორმის დახურვა უნდა დასრულდეს 35 წამში;
⑷ გამოწვევის დრო: პროდუქტებისთვის, რომლებიც 3 მილიმეტრზე ნაკლები სახელმძღვანელოს thicness-ის მქონე არის, გამოწვევის დრო არის 약 3 წუთი, 6 მილიმეტრიან სახელმძღვანელოს thicness-ის პროდუქტებისთვის გამოწვევის დრო 5-8 წუთია, და 12 მილიმეტრიან სახელმძღვანელოს thicness-ის პროდუქტებისთვის გამოწვევის დრო არის 10-15 წუთი.


BMC რეზინის მანჰოლდის დაფორმების Ⴧდროლიური წინაპირები ხშირად ხელმისაწვდომია չոთირი წნევის ტიპით: 315 ტონი, 500 ტონი, 630 ტონი და 1000 ტონი. ისინი გაყოფილია ორ ტიპად: ერთი ფორმა ერთი ნაწილისთვის და ერთი ფორმა რამდენიმე ნაწილისთვის. ფორმა ელექტრო გათბობით გათბობულია. ელექტრო კაბინეტი არის მართული ფორმის ტემპერატურის ჩვენებით და შეიცვლება. ზედა სურათში ნაჩვენები რეზინის მანჰოლდის დაფორმების პროცესი არის გამოყენებული კლიენტის მოწინავე მაशინაზრის, ფორმის ტესტირებისა და შემოწმებისთვის სა우დი არაბიაში, რომელიც დასრულდა 630-ტონიან სამ ბიმის არის Ⴧდროლიური წინაპირით.


ყველა უფლება დაცულია © შანდონგის Woda Heavy Machinery Co., Ltd. - პირადი დანიშნულებების პოლიტიკა - ბლოგი
 EN
EN AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID LV
LV LT
LT SR
SR UK
UK VI
VI SQ
SQ TH
TH TR
TR MS
MS MK
MK HY
HY AZ
AZ KA
KA MN
MN KK
KK UZ
UZ KY
KY



