
홈페이지 > 제품 > 복합 재료 하이드라울릭 프레스

브랜드: Shandong Woda Heavy Machinery
모델: YQ32 series
원산지: 중국 산둥성 텅저우
소개: 일반적으로 사용되는 수지 맨홀 덮개 생산 장비는 수지 맨홀 덮개 압축 성형 유압 프레스입니다. 수지 맨홀 덮개 압축 성형은 일정량의 대량 성형 혼합물(BMC/DMC)을 사전 가열된 금형에 넣고, 압력과 열을 가하여 고체화시키는 과정입니다. 구체적인 공정 흐름은 재료 추가(사전 가열된 강제 금형에 대량 성형 혼합물을 넣음), 금형 폐쇄, 충진(압력 아래에서 대량 성형 혼합물이 흐르며 전체 캐비티를 채움), 경화(설정된 압력과 온도를 일정 시간 유지하고 완전히 경화), 그리고 금형 개방 후 수지 맨홀 덮개 제품을 꺼내는 단계입니다.
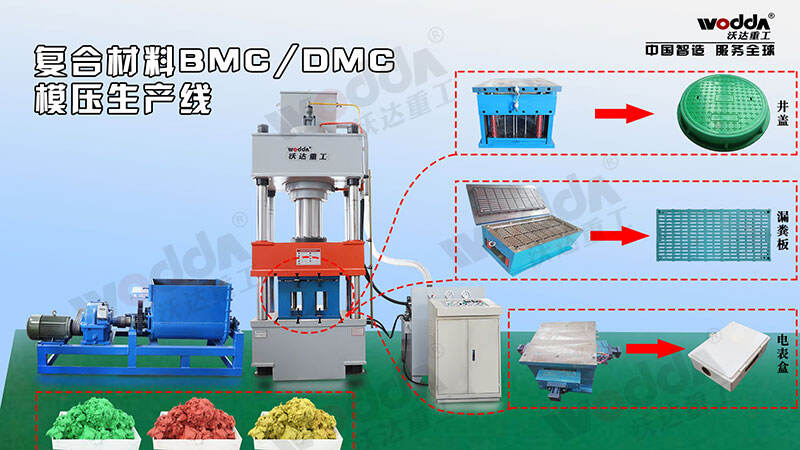


복합 소재 맨홀 덮개는 또한 수지 맨홀 덮개라고 하며, 불포화 폴리에스터 수지와 기타 재료(BMC 또는 DMC로 약칭, 즉 Bulk Molding Compound)로 만들어집니다. 이 제품은 방수, 기름기 방지, 내열성이 있으며, 우수한 전기 특性和 높은 충격 강도를 가지고 있어 시장에서 매우 인기가 있습니다.

일반적으로 사용되는 수지 맨홀 덮개 제작 장비는 수지 맨홀 덮개 압축 성형 유압 프레스입니다 . 수지 맨홀 뚜껑 압축 성형은 사전 가열된 금형에 일정량의 Bulk Molding Compound (BMC/DMC)를 넣고, 압력과 열을 가하여 고체화시키는 과정이다. 구체적인 공정 흐름은 재료 추가 (사전 가열된 강제 금형에 Bulk Molding Compound를 넣음), 금형 닫기, 금형 채우기 (압력 아래에서 Bulk Molding Compound가 흐르며 전체 cavity를 채움), 경화 (설정된 압력과 온도를 일정 시간 유지하고 완전히 경화시킴), 그리고 금형 열어서 수지 맨홀 뚜껑 제품을 꺼내는 것이다.
BMC (DMC) 수지 맨홀 뚜껑 압축 성형 조건은 다음과 같다:
⑴ 성형 압력: 일반 제품은 3.5~7MPa, 높은 표면 품질이 요구되는 제품은 14MPa;
(2) 성형 온도: 금형 온도는 140 ± 5°C이며, 탈형을 위해 고정 금형 온도는 5~15°C 낮출 수 있다;
⑶금형 닫는 속도: 금형 닫기는 35초 이내에 완료되어야 한다;
⑷ 경화 시간: 벽 두께가 3mm 이내인 제품의 경화 시간은 약 3분, 벽 두께가 6mm인 제품은 5-8분, 벽 두께가 12mm인 제품은 10-15분입니다.


BMC 수지 맨홀 뚜껑 성형용 유압 프레스는 일반적으로 315톤, 500톤, 630톤, 1000톤의 네 가지 압력으로 제공됩니다. 이들은 하나의 금형으로 한 개의 제품을 만드는 것과 하나의 금형으로 여러 개의 제품을 만드는 두 가지 유형으로 나뉩니다. 금형은 전기로 가열되며, 전기 캐비닛에는 금형 온도 표시 장치가 설치되어 조절이 가능합니다. 위 사진에 나타난 수지 맨홀 뚜껑 성형 공정은 사우디아라비아에서 진행된 고객 현장 테스트 머신, 금형 테스트 및 검사로, 630톤 3빔 4컬럼 유압 프레스를 사용하여 완료되었습니다.

 EN
EN AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID LV
LV LT
LT SR
SR UK
UK VI
VI SQ
SQ TH
TH TR
TR MS
MS MK
MK HY
HY AZ
AZ KA
KA MN
MN KK
KK UZ
UZ KY
KY




