
Pagrindinis puslapis > Produktai > Sudėtingųjų medžiagų hidraulinis spaudinys

Marke: Shandong Woda Heavy Machinery
Modelis: YQ32 serija
Kilmė: Tengzhou, Shandong, Kinija
Įvadas: Bendrai naudojama džiovos kalnuko gamybos įranga yra džiovos kalnuko spaudinio formavimo hidraulinis spaudas. Džiovos kalnuko spaudinio formavimas yra procesas, kai į ankstyviau iškarštą formą pridedamas tam tikras masės formavimo komponentų (BMC/DMC) kiekis, o vėliau jis solidifikuoja po spaudimo ir karščio poveikio. Konkretus technologinis procesas yra toks: medžiagos pridėjimas (masės formavimo komponentai pridedami į ankstyviau iškarštą geležies formą), formas užveriamas, formas pilnamas (masės formavimo komponentai srautėja pagal spaudimą ir užpildo visą šabloną), konservavimas (laikomas nustatytu spaudimu ir temperatūra tam tikrą laiką, kol pilnai konservuojasi), o vėliau formas atveriamas ir ištraukiama džiovos kalnuko produkta.
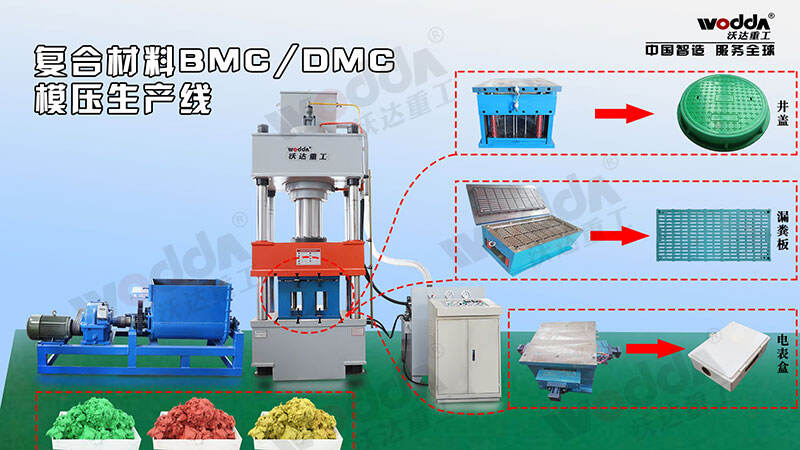


Kompozitins džiovos antrosios dalys, kitu atveju vadinamos džiovos antrosios dalimis iš džiovos, yra pagamintos iš nesantykinio poliesterio džiovos ir kitų medžiagų (BMC arba DMC trumpiniu, t.y. masinis formavimo kompleksas). Jos yra vandens atsparios, aliejus atsparios, ir karštumos atsparios, turi geras elektros savybes, aukšta smūgio stiprumo reikšmes, ir labai populiarus rinkoje.

Dažniausiai naudojama džiovos antrosios dalies gamybos įranga yra džiovos antrosios dalies suformavimo hidraulinis spaudinys . Daznųjų dūmenų slinkties kompresinio formavimo technologija yra pridėti tam tikrą kiekią masinio formavimo jungiklio (BMC/DMC) į iš anksto paršytą formą, o paskui jį sutvirdinti paspaudus ir išskaitydami. Konkretus procesas yra toks: pridedamas medžiagos jungiklis (masinis formavimo jungiklis įkeliamas į iš anksto paršytą geležies formą), uždaroma forma, formas pilnamas (masinis formavimo jungiklis srautuoja pagal slęgą ir užpildo visą šabloną), konservuojama (laikoma nustatyta slėgiu ir temperatūra tam tikrą laiką ir pilnai sutvirdinta), atidaroma forma ir ištraukiama daznųjų dūmenų slinktis.
BMC (DMC) daznųjų dūmenų slinkties kompresinio formavimo technologijos sąlygos yra tokios:
⑴ Formavimo slėgis: 3,5~7MPa paprastiems produktams, 14MPa produkams su aukštomis paviršiaus reikalavimais;
(2) Formavimo temperatūra: formas temperatūra yra 140 ± 5°C, o fiksuotos formas temperatūra gali būti sumažinta 5~15°C demoldavimui;
⑶Formos uždarymo greitis: forma turi būti uždaryta per 35 sekundes;
⑷ Sutvarkymo laikas: Produktams su sienos storumu iki 3 mm sutvarkymo laikas yra apie 3 minutes, produktams su sienos storumu 6 mm - 5-8 minutes, o produktams su sienos storumu 12 mm - 10-15 minutes.


BMC džiuvos kanopio formavimo hidrauliniai spaudiniai paprastai yra keturių slėgių: 315 tonų, 500 tonų, 630 tonų ir 1000 tonų. Jie padalijami į du tipus: viena forma vienam gabaliui ir viena forma keliems gabaliams. Forma yra elektros šiluminė. Elektrinis skapulis equipped su formas temperatūros rodymu ir gali būti reguliuojamas. Džiuvos kanopio formavimo procesas, parodytas aukščiau pavaizduotame paveikslėlyje, yra kliento vietinės testavimo mašinos, formas testavimo ir inspekcijos Saudi Arabijoje atlikimas naudojant 630 tonų trys grydas, keturi stulpeliai hidraulinį spaudinį.


Autorių teisės © Shandong Woda Heavy Machinery Co., Ltd. Visos teisės saugomos. - Privatumo politika - Dienoraštis
 EN
EN AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID LV
LV LT
LT SR
SR UK
UK VI
VI SQ
SQ TH
TH TR
TR MS
MS MK
MK HY
HY AZ
AZ KA
KA MN
MN KK
KK UZ
UZ KY
KY



