
Sākumlapa > Produkti > Kopainā materiālu hidrauliskais spiednis

Marke: Shandong Woda Heavy Machinery
Modelis: YQ32 serija
Izcelsme: Tengzhou, Shandong, Ķīna
Saraksts: Parasti izmantotais ķīmijas plastmasas kavalera segumu ražošanas aprīkojums ir ķīmijas plastmasas kavalera segumu spied CES hidorauliskā presa. Ķīmijas plastmasas kavalera segumu spied CES formēšana ir procesa, kurā noteiktā daudzumā masveida formieramo sastāvdaļu (BMC/DMC) ievieto uzglabātajā formā un pēc tam to solidificē, piemērojot spiedienu un siltumu. Specifiskais tehnoloģiskais process ietver materiāla pievienošanu (masveida formieramo sastāvdaļu ievietošanu uzglabātajā dzelzs formā), formas aizvēršanu, formas aizpildīšanu (masveida formieramo sastāvdaļu plūšanu spiediena dibinā un formas apvidu aizpildīšanu), polimerizāciju (noteiktā laika ilguma laikā uzturēšanu noteiktā spiediena un temperatūras līmenī, lai pilnībā notiktu polimerizācija), un formas atvēršanu, lai izņemtu ķīmijas plastmasas kavalera segumu produktu.
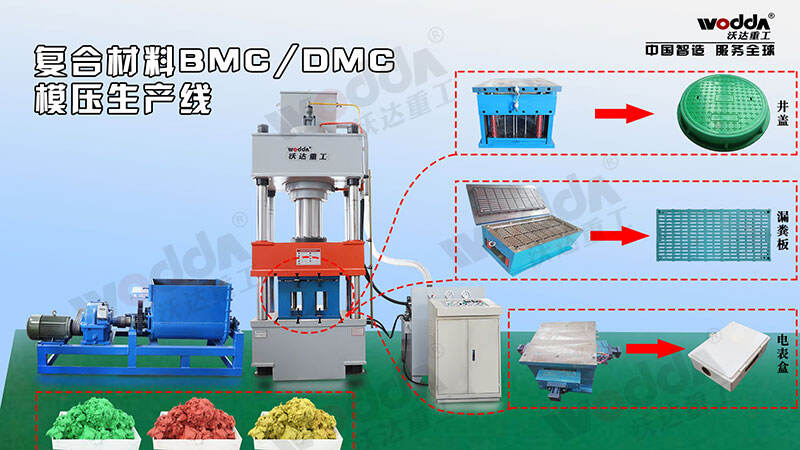


Kompozīta rokturas segas, kas arī pazīstamas kā smaržas rokturas segas, izgatavotas no nesaturējošas poliester smaržas un citiem materiāliem (BMC vai DMC saīsinājumā, t.i. masveida formēšanas komp Ozits). Tās ir ūdens-, olēdzes- un siltuma atbildīgas, ir labas elektro īpašības, augsts impakta spēks, un tiek ļoti vērtētas tirgū.

Parasti izmantotā smaržas rokturas segas ražošanas iekārtas ir smaržas rokturas segas spiediena formēšanas hidrauliskā presa . Dabīgās smilšu segas kompresijas formēšana no terpolimera ir procesa, kurā noteiktā daudzumā tiek pievienots masveida formēšanas sastāvs (BMC/DMC) uzglužņotajā formā, un pēc spiediena un temperatūras paaugstināšanas tas tiek sakārtots. Specifiskais tehnoloģiskais process ietver: materiāla pievienošanu (masveida formēšanas sastāva pievienošana uzglužņotajā dzelzs formā), formas aizvēršanu, formas aizpildīšanu (masveida formēšanas sastāvs plūst zem spiediena un aizpilda visu formas kavu), polimerizāciju (uz saglabājamo spiedienu un temperatūru noteiktā laika posmā, lai pilnībā nosakārtotu), formas atvēršanu un dabīgās smilšu segas noformēto produktu izņemšanu.
BMC (DMC) dabīgās smilšu segas kompresijas formēšanas procesa apstākļi ir šādi:
⑴ Formēšanas spiediens: parasti 3,5~7MPa parastajiem produktiem, 14MPa augstākiem virsmas prasībām paredzētiem produktiem;
(2) Formēšanas temperatūra: formas temperatūra ir 140 ± 5°C, un fiksešanas formas temperatūra var tikt samazināta par 5~15°C demoldsēšanai;
⑶Formas aizvēršanas ātrums: formas aizvēršana jāveic 35 sekundēs;
⑷ Sargstundas: Sargstundas produktiem ar sienas biežumu līdz 3 mm ir aptuveni 3 minūtes, produktiem ar sienas biežumu 6 mm - 5-8 minūtes, un produktiem ar sienas biežumu 12 mm - 10-15 minūtes.


BMC smoleņa kavalēra formēšanas hidrauliskie presi parasti pieejami četrās spēkās: 315 tonus, 500 tonus, 630 tonus un 1000 tonus. Tie sadalās divās veidos: viena formas viens gabals un viena forma vairāki gabali. Forma tiek elektriski uzkarota. Elektriskajā skapītī ir iebūvēts formas temperatūras attēlojums un to var regulēt. Smoleņa kavalēra formēšanas procesu, kas parādīts virsū redzamajā attēlā, izmantoja klients laukumā, lai pārbaudītu mašīnu, formu un pārbaudītu tos Saudijas Arabijā, izmantojot 630-tonu trīs gredzenu četrstulpu hidraulisko presi.


Autortiesības © Shandong Woda Heavy Machinery Co., Ltd. Visas tiesības aizsargātas. - Privātuma politika - Emuārs
 EN
EN AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID LV
LV LT
LT SR
SR UK
UK VI
VI SQ
SQ TH
TH TR
TR MS
MS MK
MK HY
HY AZ
AZ KA
KA MN
MN KK
KK UZ
UZ KY
KY



