
Начна страна > Производи > Хидравличен прес за композитни материјали

Марка: Shandong Woda Heavy Machinery
Модел: YQ32 серия
Производна локација: Tengzhou, Shandong, Кина
Вовед: Обичајното користено опрема за производство на цевни чекори од резин е хидравлички притисочен формирач на цевни чекори од резин. Процесот на притисочно формирање на цевните чекори од резин се состои од додавање на одредена кoliчина грануларна формирачка смеса (BMC/DMC) во предегретата форма, а потоа се затверднува под притисок и топлина. Специфичниот тек на работи е: додавање на материјал (додавање на грануларна формирачка смеса во предегретата челична форма), затварање на формата, наполнување (грануларната формирачка смеса тече под притисок и наполнува целата полна пространство), засилување (одржуваме ја на поставената температура и притисок за одреден период на време за потполно затвердување), и отварање на формата за да се извади продуктот - цевниот чекор од резин.


Композитните покриви за воденици, познати и како резинови покриви за воденици, се прават од несатуриран полиестер резина и други материјали (BMC или DMC за кратко, т.е. bulk molding compound). Тие се водостойки, маслостойки и топлинностойки, имаат добри електрични особини, висока ударна јачина и се многу популарни на пазарот.

Најчесто користената опрема за производство на резинови покриви за воденици е резинов покрив за воденица компресионска формирачка хидравлична преса . Пресна формирање на цевен покрив од резина е да се додаде одредена кoliчина грануларен форминг компаунд (BMC/DMC) во предгрејаниот форм, и затоа да се затверди под притисок и грејење. Специфичниот тек на процесот е додавање на материјал (додавање на грануларен форминг компаунд во предгрејаниот челични форм), затворување на формата, наполнување на формата (грануларен форминг компаунд тече под притисок и ја наполнува целата полнта), засијување (зadrжување на поставените притисок и температура за одреден период на време и потполно засијување), и отварање на формата за да се извади продуктот од резинен цевен покрив.
Пресна формирање на цевен покрив од BMC (DMC) резина се изведува при следните услови:
⑴ Формирачко притиснување: 3.5~7MPa за обични производи, 14MPa за производи со високи површински заhtеви;
(2) Температура на формирање: Температурата на формата е 140 ± 5°C, а температурата на фиксната форма може да се регулира надолу за 5~15°C за демонтирање;
⑶Брзина на затворување на формата: затворувањето на формата мора да биде завршено во 35 секунди;
⑷ Време на оттврдење: Времето за оттврдење на производи со зиден дефин од 3mm е околу 3 минути, времето за оттврдење на производи со зиден дефин од 6mm е 5-8 минути, а времето за оттврдење на производи со зиден дефин од 12mm е 10-15 минути.


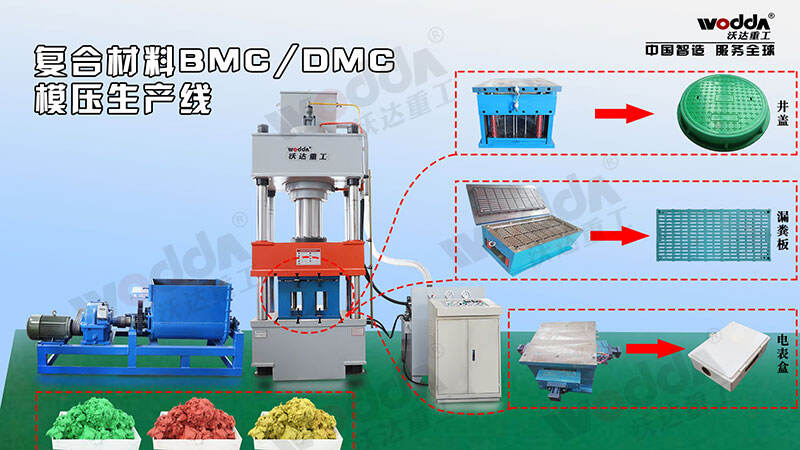
Гидравличките притисници за формирање на покришчина од BMC резината се достапни во четири притисоци: 315 тона, 500 тона, 630 тона и 1000 тона. Тие се поделени во два вида: една форма за еден дел и една форма за повеќе дела. Формата се грее електрично. Електричниот џеп е опремен со прикажување на температурата на формата и може да се регулира. Процесот за формирање на покришчина од резина, како што е прикажано на горната слика, е тестирање на машината на местото код клиентот, тестiranje на формата и инспекција во Саудиската Арабија, која беше извршена користејќи гидравлички притисник од 630 тона со три пакета и четири колона.


Право на аuteur © Shandong Woda Heavy Machinery Co., Ltd. Сите права задржани. - Политика за приватност - Блог
 EN
EN AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID LV
LV LT
LT SR
SR UK
UK VI
VI SQ
SQ TH
TH TR
TR MS
MS MK
MK HY
HY AZ
AZ KA
KA MN
MN KK
KK UZ
UZ KY
KY



