
Главная > Продукция > Гидравлический пресс для композитных материалов

Бренд: Шаньдун Вода Тяжелое Машиностроение
Модель: Серия YQ32
Происхождение: Тэнчжоу, Шаньдун, Китай
Введение: Обычно используемое оборудование для производства крышек люков из смолы - это гидравлический пресс для компрессионного формования крышек люков из смолы. Компрессионное формование крышек люков из смолы заключается в добавлении определенного количества объемного формовочного компаунда (BMC/DMC) в предварительно нагретую форму и затвердевании его после нагнетания давления и нагрева. Конкретный технологический процесс включает добавление материала (добавление объемного формовочного компаунда в предварительно нагретую стальную форму), закрытие формы, заполнение формы (объемный формовочный компаунд течет под давлением и заполняет всю полость), отверждение (поддержание его при заданном давлении и температуре в течение определенного периода времени и полное отверждение) и открытие формы для извлечения изделия из крышки люка из смолы.
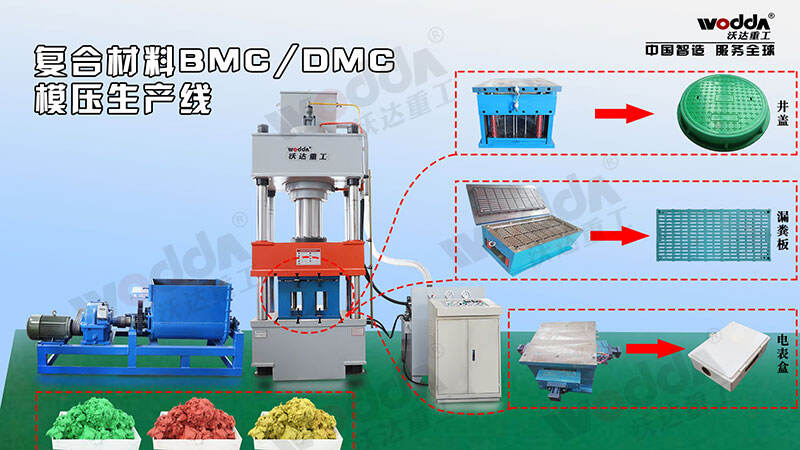


Композитные крышки люков, также известные как смоляные крышки люков, изготавливаются из ненасыщенной полиэфирной смолы и других материалов (сокращенно BMC или DMC, т.е. объемный формовочный компаунд). Они водостойкие, маслостойкие и термостойкие, обладают хорошими электрическими свойствами и высокой ударной прочностью и пользуются большой популярностью на рынке.

Обычно используемое оборудование для производства крышек люков из смолы: гидравлический пресс для компрессионного формования смоляных крышек люков. Компрессионное формование крышки люка из смолы заключается в добавлении определенного количества объемного формовочного компаунда (BMC/DMC) в предварительно нагретую форму и затвердевании его после повышения давления и нагрева. Конкретный технологический процесс заключается в добавлении материала (добавлении объемного формовочного компаунда в предварительно нагретую стальную форму), закрытии формы, заполнении формы (объемный формовочный компаунд течет под давлением и заполняет всю полость), отверждении (поддержании его при заданном давлении и температуре в течение определенного периода времени и его полном отверждении) и открытии формы для извлечения изделия крышки люка из смолы.
Условия процесса компрессионного формования крышек люков из смолы BMC (DMC) следующие:
⑴ Давление формования: 3.5~7 МПа для обычных изделий, 14 МПа для изделий с высокими требованиями к поверхности;
(2) Температура формования: температура формы составляет 140 ± 5°C, а фиксированную температуру формы можно отрегулировать на 5–15°C для извлечения из формы;
⑶Скорость закрытия формы: закрытие формы должно быть завершено в течение 35 секунд;
⑷ Время отверждения: Время отверждения для изделий с толщиной стенок в пределах 3 мм составляет около 3 минут, время отверждения для изделий с толщиной стенок 6 мм составляет 5-8 минут, а время отверждения для изделий с толщиной стенок 12 мм составляет 10-15 минут.


Гидравлические прессы для формования крышек люков из смолы BMC обычно доступны в четырех давлениях: 315 тонн, 500 тонн, 630 тонн и 1000 тонн. Они делятся на два типа: одна форма для одной детали и одна форма для нескольких деталей. Форма имеет электрический подогрев. Электрический шкаф оснащен дисплеем температуры формы и может регулироваться. Процесс формования крышки люка из смолы, показанный на рисунке выше, представляет собой испытательную машину на месте заказчика, испытание формы и проверку в Саудовской Аравии, которая была выполнена с использованием 630-тонного трехбалочного четырехколонного гидравлического пресса.


Авторские права © Shandong Woda Heavy Machinery Co., Ltd. Все права защищены. - Персональные данные - Блог
 EN
EN AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID LV
LV LT
LT SR
SR UK
UK VI
VI SQ
SQ TH
TH TR
TR MS
MS MK
MK HY
HY AZ
AZ KA
KA MN
MN KK
KK UZ
UZ KY
KY



