
Početna strana > Proizvodi > Hidraulički štampač za slojevine

Brand: Shandong Woda Heavy Machinery
Model: YQ32 serija
Порекло: Tengzhou, Shandong, Kina
Увод: Obično korišćeno opremu za proizvodnju cisternskih poklopa od rezeina je hidraulički pritisni tisak za kompresiono oblikovanje cisternskih poklova od rezeina. Kompresiono oblikovanje cisternskih poklova od rezeina podrazumeva dodavanje određene količine masovne modelirajuće smese (BMC/DMC) u pretopljeni štamp, a zatim je zakrepnjavaju pod pritiskom i toplinom. Specifičan tehnološki proces uključuje dodavanje materijala (dodavanje masovne modelirajuće smese u pretopljeni čelikov štamp), zatvaranje štampe, ispunjavanje štampe (masovna modelirajuća smes teče pod pritiskom i ispuni celu štapnu prostoriju), zakrepnjavanje (zadržava se na podešenom pritisku i temperaturi određeno vreme i potpuno se zakrepnjava), a zatim se otvori štamp i izvadi proizvod cisternskog poklopa od rezeina.
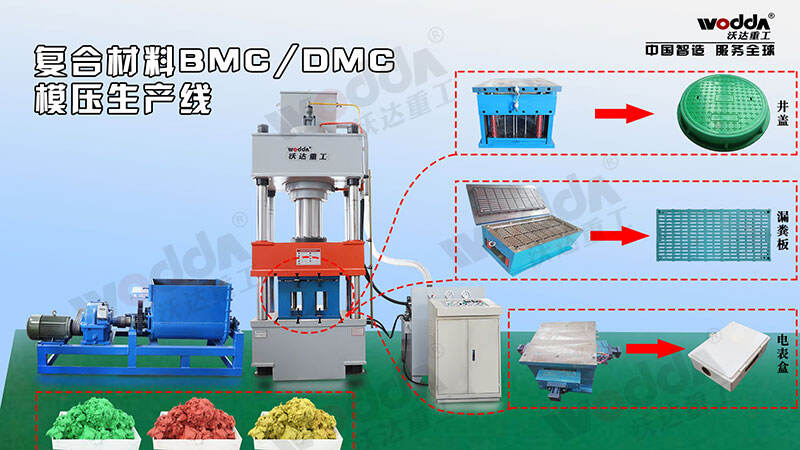


Složeni poklopci za čvrste otvore, takođe poznati kao rezični poklopci, izrađeni su od nesatuirane poliester reze i drugih materijala (BMC ili DMC skraćeno, tj. bulk molding compound). Oni su vodootporni, uljaotporni i toplotno otporni, imaju dobra električna svojstva, visoku udarnu čvrstoću i vrlo su popularni na tržištu.

Obično korišćeno opremu za proizvodnju rezičnih poklopaca je hidraulički pritisnuvalac za kompresiono oblikovanje rezičnih poklopaca . Tlačno lejevanje rešetkastog pokrivača od teromerna je da se doda određena količina masne lepljive smese (BMC/DMC) u pregrejanu matricu, a zatim se zaključi nakon pritiska i grejanja. Specifičan tehnološki proces je dodavanje materijala (dodavanje masne lepljive smese u pregrejanu čelikovu matricu), zatvaranje matrice, ispunjavanje matrice (masna lepljiva smanjenje protiče pod pritiskom i ispuni celu štamparsku šablonu), zategnuće (zadržava se na podešenom pritisku i temperaturi određeno vreme i potpuno se zateže), a zatim se otvori matrica kako bi se izvukao proizvod od rešetkastog pokrivača.
Uslovi tlačnog lejevanja rešetkastog pokrivača od BMC (DMC) su sledeći:
⑴ Tlačno pritiska: 3,5~7MPa za obične proizvode, 14MPa za proizvode sa visokim zahtevima za površinu;
(2) Temperatura tlačenja: Temperatura šablone je 140 ± 5°C, a fiksna temperatura šablone može biti prilagođena ka dolje za 5~15°C za izvlačenje;
⑶Brzina zatvaranja šablone: Zatvaranje šablone mora biti završeno unutar 35 sekundi;
⑷ Vreme zatvaranja: Vreme zatvaranja za proizvode sa debljinom zida unutar 3mm je oko 3 minute, vreme zatvaranja za proizvode sa debljinom zida od 6mm je 5-8 minuta, a vreme zatvaranja za proizvode sa debljinom zida od 12mm je 10-15 minuta.


Hidraulički štampovi za formiranje poklopaca od BMC rezeva su obično dostupni u četiri pritiska: 315 tona, 500 tona, 630 tona i 1000 tona. Podeljeni su na dva tipa: jedna forma za jedan deo i jedna forma za više delova. Forma se električno greje. Električni skrin je opremljen prikazivačem temperature forme i može se prilagoditi. Proces formiranja poklopaca od rezeva prikazan na gornjoj slici jeste mašina za terensko testiranje klijenta, testiranje forme i inspekcija u Saudio Arabiji, koji je izvršen pomoću hidrauličkog štampala od 630 tona sa tri nosača i četiri kolone.


Autorska prava © Shandong Woda Heavy Machinery Co., Ltd. Sva prava zadržana. - Politika privatnosti - Blog
 EN
EN AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID LV
LV LT
LT SR
SR UK
UK VI
VI SQ
SQ TH
TH TR
TR MS
MS MK
MK HY
HY AZ
AZ KA
KA MN
MN KK
KK UZ
UZ KY
KY



