
Начална страница > Продукти > Хидравлическа преса за композитни материали

Бренд: Shandong Woda Heavy Machinery
Модел: Серия YQ32
Произход: Тенгчou, Шандонг, Китай
Въведение: Често използваното оборудване за производство на резинови канализационни колапи е хидравлическата преса за компресионно формуване на резинови канализационни колапи. Резиновите канализационни колапи се произвеждат чрез добавяне на определено количество гранулиран формовен композит (BMC/DMC) в предварително подтопен форм, след което се твердеят при прилагане на натиск и топлина. Специфичният процес включва добавяне на материал (добавяне на гранулиран формовен композит в предварително подтопения стомана форма), затваряне на формата, запълване на формата (гранулиран формовен композит тече под натиск и запълва целия полост), оттвърдяване (поддържане при зададения натиск и температура през определен период от време и пълно оттвърдяване) и отваряне на формата за изваждане на продукта от резинов канализационен колап.
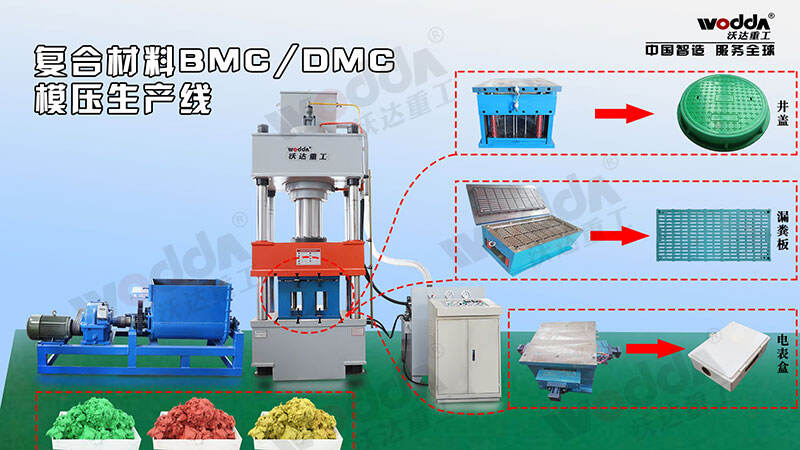


Композитните чекмедже, известни също като смолни чекмедже, се правят от незадоволителна полистиролна смола и други материали (BMC или DMC за кратко, т.е. bulk molding compound). Те са водонепроницаеми, маслостойки, топлинностойки, имат добри електрически свойства, висока ударна прочност и са много популярни на пазара.

Често използваното оборудване за производство на смолни чекмедже е гидравлическа преса за компресионно формуване на смолни чекмедже Пресовно формуване на резинен кривокопит е да се добави определено количество гранулиран форминг материал (BMC/DMC) в предварително загрянат форм, и след това да се затвърди при прилагане на натиск и нагрев. Специфичният процес включва: добавяне на материала (добавяне на гранулиран форминг материал в предварително загрянат стоманен форм), затваряне на формата, запълване на формата (гранулиран форминг материал тече под натиск и запълва целия полует), отвердяване (задържане при зададения натиск и температура за определен период от време и пълно отвердяване), и отваряне на формата за изваждане на продукта от резиново кривокопит.
Условията за пресовно формуване на резинени кривокопита от BMC (DMC) са следните:
⑴ Формувачен натиск: 3.5~7MPa за обикновени продукти, 14MPa за продукти с високи изисквания към повърхността;
(2) Температура при формуване: Температурата на формата е 140 ± 5°C, а температурата на фиксираната форма може да бъде намалена с 5~15°C за демолдуване;
⑶Скорост на затваряне на формата: затварянето на формата трябва да се завърши в рамките на 35 секунди;
Времето за оттвърдване: Времето за оттвърдване на продукти с стена с дебелина в рамките на 3мм е около 3 минути, времето за оттвърдване на продукти с дебелина на стена от 6мм е 5-8 минути, а времето за оттвърдване на продукти с дебелина на стена от 12мм е 10-15 минути.


Гидравлични преси за формиране на резинови крилца BMC са налични в четири натисъка: 315 тона, 500 тона, 630 тона и 1000 тона. Те се делят на два типа: един формен за един парчен и един формен за множество парчета. Формата се отопля електрически. Електрическият щит е укомплектован с показване на температурата на формата и може да се регулира. Процесът за формиране на резиново крило, показан на горното изображение, е клиентски тест на машина, форма и инспекция в Саудитска Арабия, извършен с употреба на гидравличен прес с три балки и четири колона с капацитет 630 тона.


Всички права запазени © Shandong Woda Heavy Machinery Co., Ltd. - Политика за поверителност - Блог
 EN
EN AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID LV
LV LT
LT SR
SR UK
UK VI
VI SQ
SQ TH
TH TR
TR MS
MS MK
MK HY
HY AZ
AZ KA
KA MN
MN KK
KK UZ
UZ KY
KY



