
Головна сторінка > Продукти > Гіdraulicний прес для складних матеріалів

Бренд: Shandong Woda Heavy Machinery
Модель: YQ32 серія
Походження: Тенгчжоу, ШандONG, Китай
Вступ: У загальному використанні обладнання для виробництва люків з резини - це гіdraulic прес для компресійного формування резинового люка. Компресійне формування резинового люка полягає у додаванні певної кількості гранулятного формувального змішування (BMC/DMC) до попередньо розігрітого форми, а потім спекають його під тиском і нагріванням. Конкретний процес виготовлення включає додавання матеріалу (додавання гранулятного формувального змішування до попередньо розігрітої стальної форми), зачинання форми, заповнення форми (гранулятне формувальне змішування тече під тиском і заповнює всю полость), витвердження (зберігання при заданому тиску і температурі протягом певного часу і повне витвердження), а також відкриття форми для вилучення продукту резинового люка.
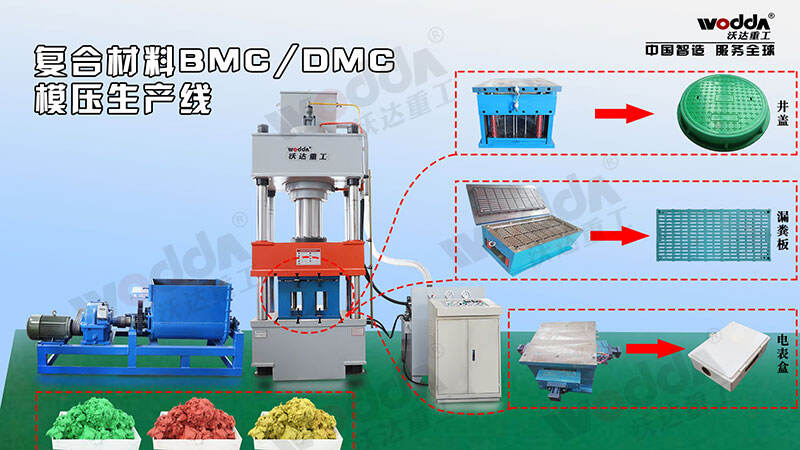


Складові кришки люків, також відомі як смолисті кришки люків, виготовляються з ненасиченого поліестерового лаку та інших матеріалів (BMC або DMC, що означає bulk molding compound). Вони вodостійкі, маслостійкі, жаростійкі, мають хороші електричні властивості, високу стійкість до ударів і дуже популярні на ринку.

Найбільш поширена обладнання для виробництва смолистих кришок люків - це гіdraulicний прес для компресійного формування смолистих кришок люків . Пресування композитного люкового покриву з резини полягає у додаванні певної кількості гранулятного формувального композиту (BMC/DMC) до попередньо розігрітого формувального матриксу, а потім його спека під тиском і нагріванням. Специфічний процес виготовлення включає: додавання матеріалу (додавання гранулятного формувального композиту до попередньо розігрітої стальної форми), закриття форми, заповнення форми (гранулятний формувальний композит тече під тиском і заповнює всю полость), витвердження (зберігання при заданому тиску і температурі протягом певного часу для повного витвердження), відкриття форми та вилучення продукту - композитного люкового покриву.
Умови пресування композитного люкового покриву з BMC (DMC):
⑴ Тиск формування: 3.5~7МПа для звичайних виробів, 14МПа для виробів з високими вимогами до поверхні;
(2) Температура формування: температура форми 140 ± 5°C, температура нерухомої форми може бути зменшена на 5~15°C для вилучення з форми;
⑶ Швидкість закриття форми: закриття форми має бути завершене протягом 35 секунд;
⑷ Час витвердження: час витвердження для продукції з товщиною стіни до 3 мм становить приблизно 3 хвилини, час витвердження для продукції з товщиною стіни 6 мм - 5-8 хвилин, а час витвердження для продукції з товщиною стіни 12 мм - 10-15 хвилин.


Гіdraulic преси для формування дротичних кришок BMC resign доступні у чотирьох натисках: 315 тонн, 500 тонн, 630 тонн і 1000 тонн. Вони розподіляються на два типи: одна форма для одного елемента і одна форма для декількох елементів. Форма гріється електрично. Електричний шаф екіповано дисплеєм температури форми і є можливістю регулювання. Процес формування дротичної кришки, показаний на зображенні вище, був проведений під час тестування машин на місцевості клієнта, тестування форми та перевірки в Саудівській Аравії, за допомогою гіdraulic пресу з трьох балок і чотирьох стовпців навантаженням 630 тонн.


Авторське право © Shandong Woda Heavy Machinery Co., Ltd. Всі права захищені. - Політика конфіденційності - Блог
 EN
EN AR
AR BG
BG HR
HR CS
CS FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO PT
PT RO
RO RU
RU ES
ES TL
TL ID
ID LV
LV LT
LT SR
SR UK
UK VI
VI SQ
SQ TH
TH TR
TR MS
MS MK
MK HY
HY AZ
AZ KA
KA MN
MN KK
KK UZ
UZ KY
KY



